分揀線(xiàn)的(de)構成:
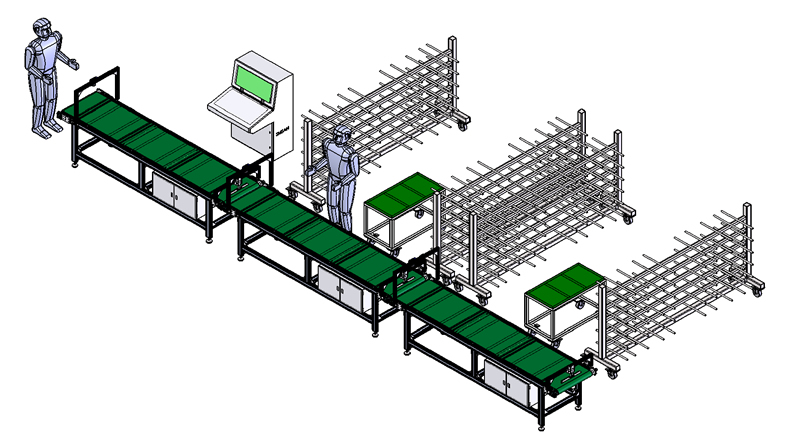
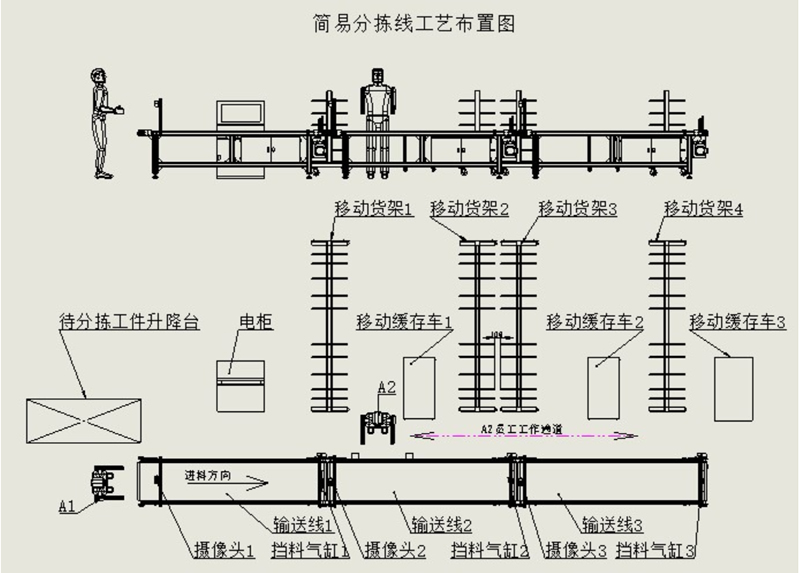
1.關于分(fèn)揀線(xiàn)機械硬件(jiàn)的構成:該(gāi)分揀線3段皮(pí)帶輸送(sòng)機構成。它共有(yǒu)2個工(gōng)件分揀出(chū)口位,線(xiàn)尾爲異(yì)常工(gōng)件(jiàn)出口;每(měi)個分揀位各配備1個(gè)緩存架、1個(gè)帶座三色(sè)報警(jǐng)燈。異(yì)常工(gōng)件出(chū)口配(pèi)備了(le)1個移(yí)動小車、1個帶座(zuò)三色報(bào)警(jǐng)燈。
2.關于分(fèn)揀線主要(yào)電控部分的構(gòu)成:
解碼(mǎ)器:3個。工控電腦、plc、總控櫃(guì)及整(zhěng)套(tào)低壓電氣原件和(hé)傳感(gǎn)器等(děng)。
分揀線工(gōng)藝流程簡述:
1、上(shàng)料人(rén)“a1”把(bǎ)待(dài)分揀(jiǎn)的工件(jiàn)從(cóng)“待分揀工(gōng)件升降台(tái)”上拿到“輸送(sòng)線(xiàn) 1”的進料端,并把(bǎ)工件上的二維(wéi)碼對(duì)準“攝像頭 1”,使其讀取該工(gōng)件需要進入“移(yí)動貨(huò)架”的位置(zhì),當“攝(shè)像頭”讀取的該(gāi)數據反饋給“電櫃(guì)”裏面的(de) plc,由 plc提前告(gào)知(zhī)要(yào)進入(rù)的位(wèi)置由(yóu)黃燈顯示(shì),方便人“a2”提前走(zǒu)到該(gāi)亮(liàng)燈(dēng)的(de)位置,當(dāng)該工件進(jìn)到該(gāi)到達(dá)的位(wèi)置時(shí),綠燈(dēng)亮起(qǐ),取料人“a2”把該工(gōng)件從輸送(sòng)線上快速(sù)地拿到(dào)移動(dòng)緩(huǎn)存車上(shàng),取料人(rén)“a2”管理 2條(tiáo)通道,4台移動(dòng)貨架(jià),該人(rén)在(zài)“a2員工工(gōng)作通(tōng)道”上(shàng)根據黃燈的信号提(tí)示往(wǎng)複移動,把工件(jiàn)拿取(qǔ)放到(dào)相對應(yīng)的(de)移動緩存(cún)車上,待堆(duī)放(fàng)到(dào)一定(dìng)的(de)數(shù)量後(hòu),再由人(rén)工(gōng)根據(jù)工件二維碼上(shàng)的明碼信息放(fàng)到相對應“移動貨架”的貨位上。每個(gè)“移動(dòng)貨架(jià)”共分(fèn)上下(xià)六層(可以根據工廠(chǎng)的需求(qiú)設置(zhì)不(bú)同的層數),“移動貨架 1”兩(liǎng)邊的圓(yuán)管端(duān)頭(tóu)粘貼有 1,1a标記,“移動貨架(jià) 2”兩邊的圓管端頭粘貼有 2,2a标記(jì),以此類推。取料(liào)人“a2”可以根據明碼(mǎ)信息把工件(jiàn)放到相對應的标記圓管(guǎn)上,每(měi)一層放(fàng)一個包裝箱(xiāng)的闆料,相(xiàng)當于(yú)裝滿(mǎn)一個(gè)移動(dòng)貨架(jià)可以(yǐ)放六個包裝箱的闆料。當一個(gè)櫃子不足(zú)六個(gè)包(bāo)裝(zhuāng)箱(xiāng)時,按照(zhào)順序從下往(wǎng)上(shàng)排完(wán)以後,剩下(xià)來的每層空間(jiān)可以放另外一(yī)個櫃子(zǐ)的(de)包裝(zhuāng)箱闆料。當(dāng)一個櫃子(zǐ)超(chāo)過六個包裝(zhuāng)箱時,多出(chū)來的(de)包裝箱闆料可以放置到(dào)其他沒有(yǒu)擺滿(mǎn)的移動(dòng)貨(huò)架上(shàng)。
2、如果說當“攝像(xiàng)頭 1”讀(dú)取工件時(shí)發生(shēng)錯誤(wù),将會(huì)紅燈亮起(qǐ)(這時(shí)有可(kě)能是(shì)該“攝像頭(tóu) 1”讀(dú)不出該(gāi)二維(wéi)碼),故(gù)該工件(jiàn)将(jiāng)繼續(xù)往下(xià)輸送(sòng),如(rú)果(guǒ)接下來的“攝像(xiàng)頭 2”、“攝像頭(tóu) 3”等等都讀不出(chū)二維碼(他(tā)們都(dōu)将亮紅燈),這時隻有二(èr)種情況,第一(yī)是該(gāi)二維(wéi)碼已(yǐ)損壞,第二是超數(比(bǐ)如該工件實際(jì)隻需要 2塊,現在(zài)來了 3塊,故(gù)不能(néng)夠參與分揀,應退回(huí),該分(fèn)揀系(xì)統也同時起到(dào)了一定的發貨管理作用(yòng))。
3、該系(xì)統的分(fèn)揀量是(shì)由輸送(sòng)線的輸送(sòng)速(sù)度和放料(liào)人“a1”放料速度确(què)定。
4、移動貨(huò)架的多少(shǎo)可以根據(jù)客戶的需求來(lái)增加,一般(bān)一個移動(dòng)貨架代表(biǎo)一個櫃(guì)的所有包裝。上(shàng)圖有四(sì)個移(yí)動貨架,即(jí)代表可以同時(shí)分揀四個櫃的(de)所有包裝。
5、移動貨架的(de)增加方(fāng)式有三種;第一(yī)如(rú)果車間的寬(kuān)度夠,可以按照(zhào)輸送線的左右對稱(chēng)排(pái)列增加(jiā),第二(èr)如果(guǒ)寬度(dù)不(bú)夠(gòu),長度(dù)夠,也(yě)可以按照(zhào)上圖(tú)所示:向長度方(fāng)向延伸增加,第(dì)三如果客戶的(de)分(fèn)揀(jiǎn)量大(dà),廠房(fáng)條件(jiàn)允(yǔn)許,這(zhè)時(shí)可以(yǐ)按照對稱(chēng)排列同時(shí)也可(kě)以向(xiàng)後延伸增(zēng)加移(yí)動貨架數(shù)量。
6、異型件、玻璃(lí)及五(wǔ)金件等不(bú)在該(gāi)分揀系統(tǒng)範圍(wéi)。
7、該系統的(de)核心是分(fèn)揀軟(ruǎn)件,該軟件可以(yǐ)根據(jù)客(kè)戶的需(xū)求和(hé)拆單方式進行(háng)算(suàn)法配置,同(tóng)時也可(kě)以根(gēn)據客(kè)戶的需要(yào)設置移動(dòng)貨架(jià)數和每(měi)一台移動貨(huò)架的層數(shù),該軟件系(xì)統會(huì)按照(zhào)所設置的參數來(lái)進(jìn)行分(fèn)揀配置。
8、該(gāi)分揀(jiǎn)系統(tǒng)爲半自動化(huà)分揀系統,待(dài)每一台移動貨(huò)架分揀完(wán)成後(hòu),将由(yóu)人(rén)工來按照系統的要求和堆(duī)疊方(fāng)式來(lái)進行(háng)人工堆疊(dié)。
 産品詳細
産品詳細

 立即咨(zī)詢
立即咨(zī)詢
具平面(miàn)分揀(jiǎn)線(a型)")